If you're involved in machining, fabrication, or DIY metal projects, you've likely encountered the need to cut internal threads. Taps are the go-to tools for this job. But did you know that there are three main types of taps, each with its own use case and performance characteristics?
Understanding these tap types will help you avoid broken tools, ensure better thread quality, and improve overall efficiency—whether you're tapping manually or on a CNC machine.
Let’s break it down in simple, practical terms.
The 3 Main Types of Thread Taps
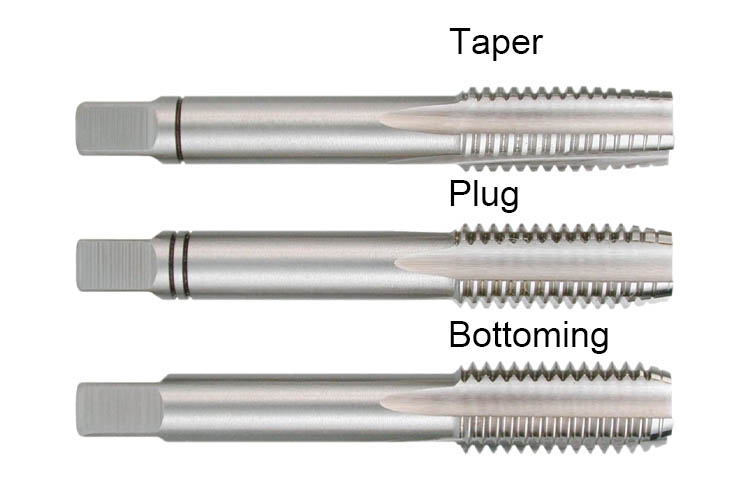
1. Taper Tap
Best for: Starting a thread
Commonly used in: Hand tapping sets
A taper tap has a gentle lead-in at the tip, usually with 7 to 10 threads ground progressively smaller. This makes it much easier to start the threading process, especially in harder materials or when tapping by hand.
Pros:
Easy to align straight into the hole
Reduces cutting resistance
Great for beginners or tapping deep holes
Limitations:
Doesn’t fully cut threads to the bottom of a blind hole
2. Plug Tap (Intermediate Tap)
Best for: General-purpose threading
Commonly used in: Through holes and shallow blind holes
Plug taps are the most commonly used tap in machine shops. They have 3 to 5 threads chamfered at the tip and strike a balance between easy starting and cutting to near full thread depth.
Pros:
Good for both blind and through holes
More aggressive cutting than taper taps
Suitable for both hand and machine tapping
Limitations:
Still may not reach full thread depth in deep blind holes
3. Bottoming Tap
Best for: Cutting threads to the very bottom of blind holes
Commonly used in: Precision components, shallow blind holes
Bottoming taps have only 1 or 2 chamfered threads at the tip, which means they can cut full-depth threads close to the bottom of a hole. These taps are often used after a taper or plug tap has already started the thread.
Pros:
Ideal for blind holes that need full threading
Produces precise thread depth
Limitations:
Hard to start without a pre-threaded hole
Higher risk of breakage if misaligned
How to Use These Taps Effectively (Pro Tips)
Start with a taper tap when working by hand, then move to a plug or bottoming tap if needed.
Use cutting fluid to reduce friction, extend tap life, and improve thread quality.
Pre-drill holes to the recommended tap drill size to prevent breakage.
For CNC operations, spiral point and spiral flute taps (more advanced tap designs) are used instead of hand tap sets—but the concept of leading thread chamfers still applies.
When to Use Each Tap in Real Applications
| Application | Recommended Tap Type |
|---|---|
| General hand tapping | Taper → Plug |
| CNC threading (through hole) | Plug or Spiral Point |
| CNC threading (blind hole) | Bottoming or Spiral Flute |
| Soft materials (aluminum, brass) | Taper/Plug, possibly forming tap |
| Hardened steels | Use coated taps and avoid bottoming taps unless pre-threaded |
Choosing the Right Tap Supplier Matters
If you're sourcing taps for industrial production or CNC systems, don’t settle for general-purpose imports. Look for a tap manufacturer that offers:
Precise HSS or carbide materials
Threading options for metric and imperial systems
Custom coatings for extended tool life
Support for CNC-specific tapping tools
Investing in the right tap not only protects your machine and workpieces—it saves costs in the long run by minimizing tool wear and production downtime.
Final Thoughts
Taps might look like simple tools, but knowing which type to use—taper, plug, or bottoming—can make or break your project. Whether you're a machinist or an engineer managing production lines, proper tap selection is a small step that delivers big results.
Need help sourcing high-quality taps for your operations? We specialize in precision HSS and carbide taps tailored for both manual and CNC applications. Contact us for catalog options or custom solutions.