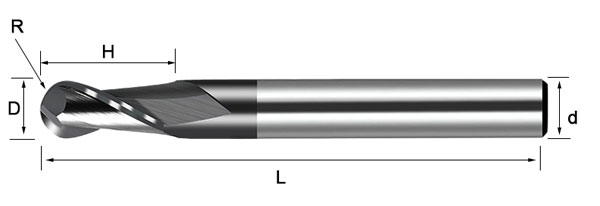
SM Series Carbide Ball Nose End Milll 2 Flute
Engineered for 3D contouring and cavity profiling of gummy stainless steels. Variable helix & pitch, U-flute chip evacuation, and TiAlN+AlCrN composite coating deliver chatter-free finishing on complex curved surfaces.
Solid Carbide
2 Flutes
Variable Helix & Pitch
U-Flute Design
TiAlN+AlCrN Coated
3D Contouring