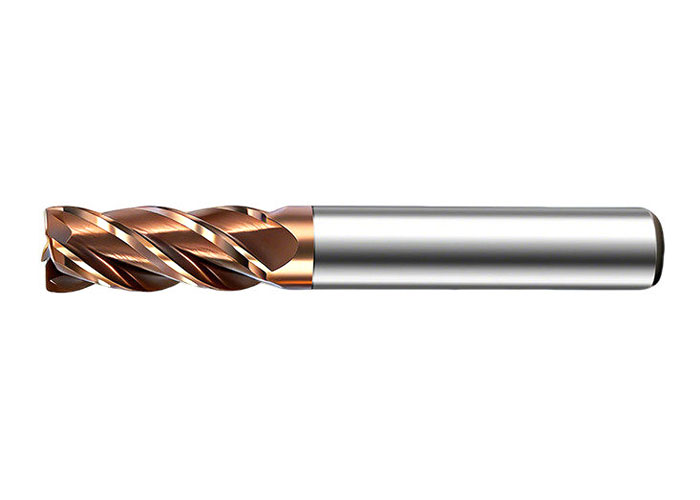
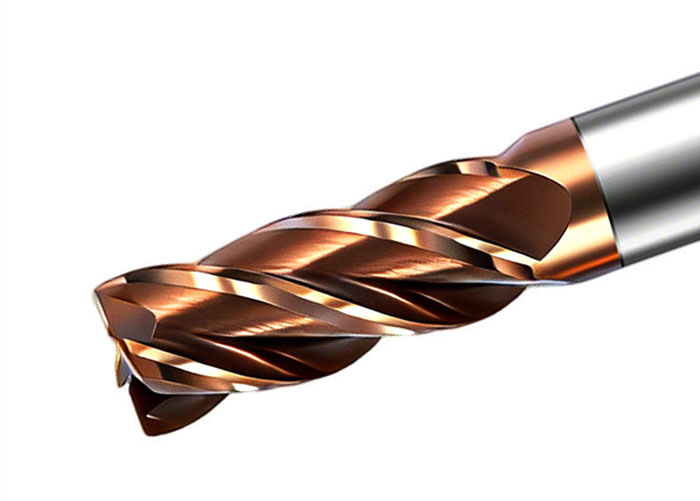
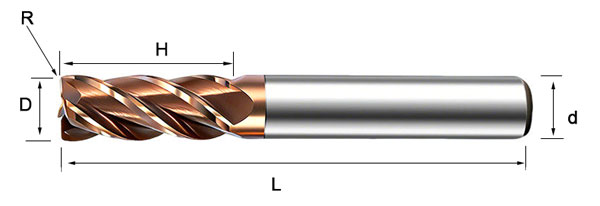
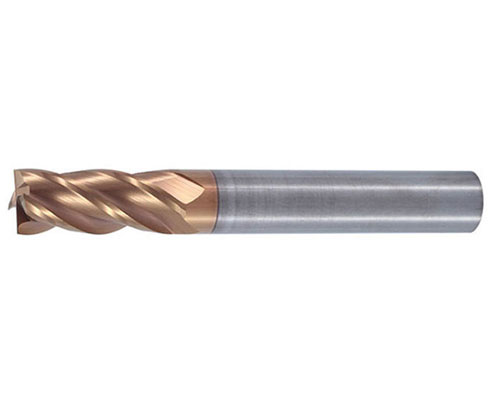
HM Series Carbide Corner Radius End Mill
Engineered for high-precision radius profiling and contour finishing of hardened steels 55-68 HRC. 45° helix geometry with Balzers DR coating delivers superior wear resistance and seamless radius transitions on dies and hardened components.
Solid Carbide
4 Flutes
45° Helix
Balzers DR Coated
55-68 HRC
Radius Profiling