Lamp Mold Pocket Milling Case
Evaluating tool life and wear behavior of APMT1135PDER inserts in dry pocket milling of pre-hardened mold steel under real production conditions.
HRC 38–42 Dry Milling Mold Steel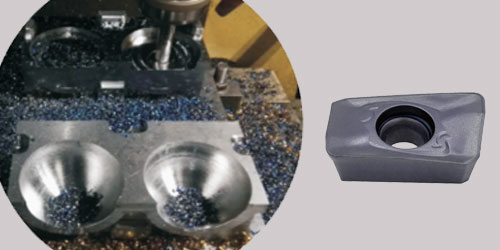
Evaluating tool life and wear behavior of APMT1135PDER inserts in dry pocket milling of pre-hardened mold steel under real production conditions.
HRC 38–42 Dry Milling Mold Steel
When machining pre-hardened mold steels, cutting performance and tool life have a direct impact on production efficiency and overall tooling cost.
In this case study, our APMT1135PDER carbide milling inserts were tested against a well-known international brand during rough milling of a lamp mold pocket made from 718H pre-hardened steel (HRC 38–42).
| Cutting Speed (Vc) | 160 m/min |
|---|---|
| Feed per Tooth (fz) | 0.8 mm/z |
| Axial Depth of Cut (ap) | 0.25 mm |
| Radial Depth of Cut (ae) | 10 mm |
| Insert Brand | Tool Life (per edge) | Wear Condition |
|---|---|---|
| Our Insert (APMT1135PDER) | 91 minutes | Normal wear |
| Foreign Brand Insert | 80 minutes | Normal wear |
The APMT1135PDER carbide milling insert with AlTiN coating demonstrates reliable tool life and stable cutting performance when rough milling 718H pre-hardened steel.
For mold manufacturers, this means reduced tooling cost and improved productivity compared with leading international brands.
Explore more cutting tools from the same series or for similar applications

Shape: Square
Rake Angle: Positive
Suitable for: Stainless steel / Steel / Cast Iron

Shape: Parallelogram
Rake Angle: Positive
Suitable for: Stainless steel / Steel / Cast Iron

Shape: Pentagon
Application: Face Milling
Suitable for: Stainless steel / Steel / Cast Iron
Shape: Octagon
Rake Angle: Negative
Suitable for: Stainless steel / Steel / Cast Iron
Tell us your material, Product size and quantity. Our engineer will reply within 24 hours.
Contact our experts today for a free quote or technical consultation.