PM Series Micro Long Reach Ball Nose End Mill
Ultra-precision R0.15-R0.45mm micro long reach ball nose end mills with AlTiCrN composite coating for deep cavity hardened steel 3D contouring. Extended flute length (2-10mm) enables deep pocket milling in hardened steels ≤55HRC. 2-flute design ensures optimal chip evacuation in deep 3D profiles.
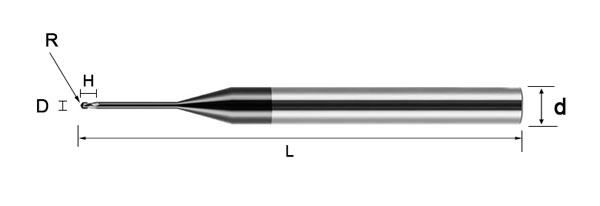
R0.15mm - R0.45mm Radius
2-Flute Long Reach Ball
AlTiCrN Coated
Extended Flute 2-10mm
≤55 HRC
Deep Cavity Hardened Steel 3D