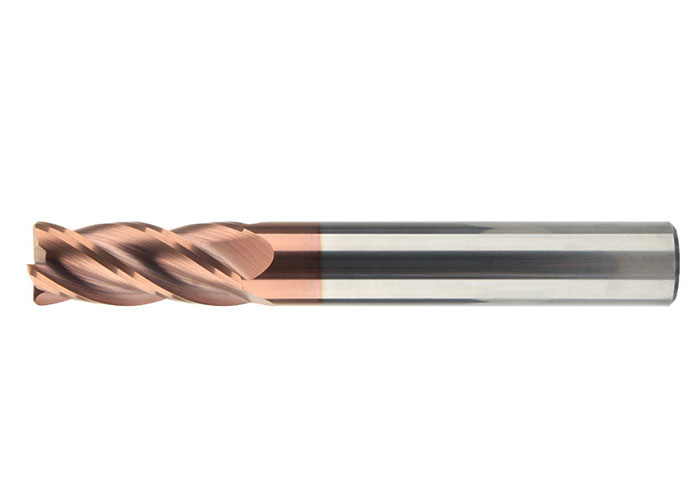
GM Series Carbide 4 Flutes Ball Nose End Mill
Engineered for high-efficiency 3D contour milling and cavity profiling in mold steels ≤38HRC. 35° helix, solid carbide substrate, TiSiN nano coating. All sizes in stock for immediate shipment.
Solid Carbide
4 Flutes
35° Helix
TiSiN Coated
≤38HRC