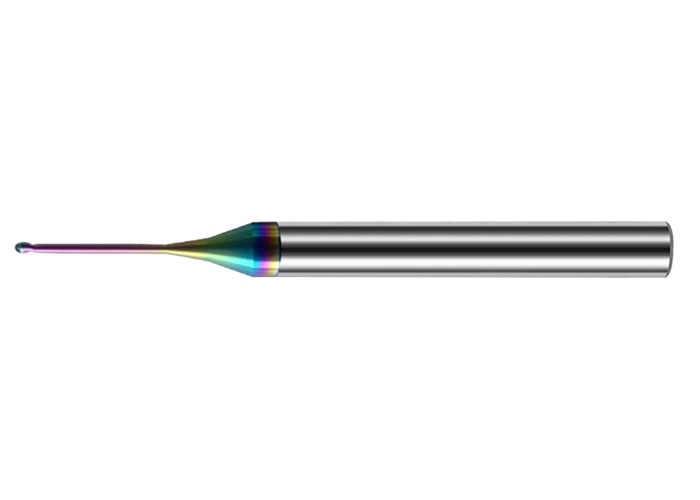
Carbide Micro Diameter End Mills
High-precision solid carbide micro end mills (0.1-0.95mm) engineered for electronics, medical devices, and precision mold manufacturing. Available in GM (≤38HRC), PM (≤55HRC), and ALC (DLC for non-ferrous) series. 2-flute, long reach, and ball nose variants for ultimate micro machining flexibility.